表面 粗 さ 標準 片
- 粗さ標準片というものがありますが... -粗さ標準片というものが売られてい- | OKWAVE
- 表面粗さ 標準片
- 日本金属電鋳 Raμ平面アラサ標準片 (形削用) :ra-heimen-katasaku:機械工具のラプラス - 通販 - Yahoo!ショッピング
- サーフテスト用アクセサリ 校正用粗さ標準片 | ミツトヨ | MISUMI-VONA【ミスミ】
- 表面粗さ標準片 フライス
- Elcometer 表面粗さ基準片シリーズ - オレンジブック.Com
Please enter a question. Product description 平面 標準片 JIS規格比較用 表面粗さ標準片 Customer Questions & Answers Customer reviews Review this product Share your thoughts with other customers Top reviews from Japan There was a problem filtering reviews right now. Please try again later. Reviewed in Japan on October 31, 2019 Verified Purchase コンパクトで持ち運びで便利 色をつけて見え易くした方がいいかも Reviewed in Japan on May 25, 2014 Verified Purchase 仕事で毎日つっかてます・・・見やすくて使いやすくて最高の面粗さゲージです。 おかげさんで、MC2級合格したよ Reviewed in Japan on January 4, 2013 取り急ぎの部品製作前の確認や部品の面粗さを 確認するために購入しました。 正確にはコントレーサー測定が必要です。 しかし、人への説明にこの程度の粗さです、 と物で示すことができますので、役に立っています。
粗さ標準片というものがありますが... -粗さ標準片というものが売られてい- | OKWAVE
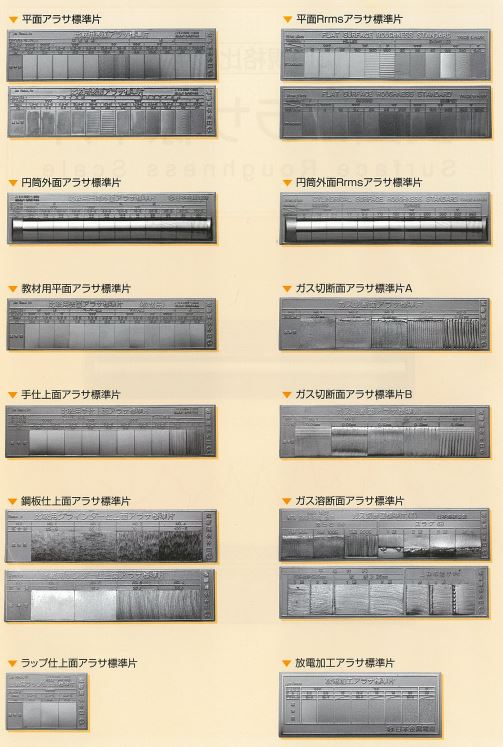
表面粗さとは? 表面粗さとは、部品の加工面の状態(凹凸)を表すもの。 表面粗さを示す指標は? 表面粗さを表すパラメータはJIS601(2001年)で定義されている。 実際に用いられる指標は算術平均粗さ(Ra)、最大高さ(Rz)、十点平均粗さ(RzJIS)。 ※旧規格RmaxやRyは改正削除されているので古い情報に注意。 規格に関する情報【ミツトヨ】 算術平均粗さ(Ra) 一般的に「算術平均粗さ(Ra)」が面粗さの評価に利用される。 算術平均粗さ(Ra)は粗さ曲線から、その平均線の方向に基準長さだけ抜き取り、この抜き取り部分の平均線から測定曲線までの偏差の絶対値を合計し、平均した値。一つの傷が測定値に及ぼす影響が非常に小さくなり、安定した結果が得られる。 三角記号(▽▽) 仕上げ記号について、現在JISの推奨はRa記号であるが、機械加工の現場では三角記号が依然使用されている場合も多い。 ~:仕上無し ▽:切削粗仕上(≒Ra25) ▽▽:切削仕上(≒Ra6. 3) ▽▽▽:切削仕上/研磨仕上(≒Ra1. 6) ▽▽▽▽:研削鏡面仕上(≒Ra0. 2) 【参考】算術平均粗さ(Ra)と従来の表記の関係 画像で見る表面粗さ 面粗さ標準片(▽~▽▽▽▽) 加工方法により見た目は若干異なる。▽~▽▽▽までの面粗さは目視でおおよそ確認できる。 鏡面研削加工(Ra 15nm(0.
表面粗さ 標準片
2019/07/28 12:25 回答No. 4 kon555 ベストアンサー率53% (894/1665) 用途1. 各測定機のマスター用 表面粗さにも当然測定機器が存在します。その測定機器のマスター用として使用されるケースがあります。 用途2. 作業者・設計者の目安用 表面粗さというのは数字で表記されてもピンとこないものです。1mや1kgは日常的に使用するため感覚的に理解できますが、Rzjis2. 0がどの程度の粗さかを、数字から理解できる人間は中々いないでしょう。 用途3. 検査・品質保証 無理ではありません。検査や保証にも立派に使用できます。 例えば下記のページの商品では「比較用」と銘打たれているように、人間の指先はワークと標準辺を比較する事で、それなりの精度で検査が可能です。 その「それなり」の精度が要求精度に対して十分であれば、立派に工程内検査として通用しますし、製品によっては指先感覚でしか検査できないような物もあります。 共感・感謝の気持ちを伝えよう! 質問者からのお礼 2019/08/17 11:46 指先でしかわからないもの...何でしょうか? きさげ? 2019/07/28 11:47 回答No. 3 l4330 ベストアンサー率22% (4372/19593) 品質保証には向かないですが、品質検査には使えます。 もちろん教育にも 共感・感謝の気持ちを伝えよう! 質問者からのお礼 2019/08/17 11:47 保証と検査の違いがイマイチ... 厳密さの違いですかね? 官能試験では数値化できないとかそういう... 2019/07/28 11:39 回答No. 2 ohkawa3 ベストアンサー率58% (576/981) 参考URL ページの下の方に「使用法」が記載されていますので、一読してみてください。 加工法ごとに多種の試験片が準備されていて、主として指触によって、評価したい製品表面との比較を行うために利用するものです。ご指摘のように、教育目的に使う場合もあります。「表面粗さ計」のように数値データが得られる訳ではないので、品質保証には適さないとお考えでしょうが、ぎりぎりの合否判定ではなく、相当のマージンをとることを前提とすれば品質保証の用途にも適用可能と思います。 参考URL: 共感・感謝の気持ちを伝えよう! 質問者からのお礼 2019/08/17 11:48 それほど重要ではない面に対しては十分に使えそうですね.
日本金属電鋳 Raμ平面アラサ標準片 (形削用) :ra-heimen-katasaku:機械工具のラプラス - 通販 - Yahoo!ショッピング
表面粗さ評価機能 接触式粗さ計と相関がとれる非接触式測定器の実力とその評価機能 NIST SRM 2074 粗さ標準片(Ra=0. 972±0. 025μm) 本装置では先に測定した輪郭形状データからカットオフ値を指定することにより、粗さ解析を行うことが可能です。(JIS B 0601:2001 準拠) また、本装置は接触式粗さ計と相関がとれる非接触式測定器として注目を集めています。 下図はNIST SRM 2074 粗さ標準片の測定結果および測定形状の一部拡大図です。保証値Ra=0. 972(±0. 025)μmに対してRa=0. 971μmと非常に高い相関を得ていることがわかります。 NIST SRM 2074 粗さ標準片解析結果 NIST SRM 2074 粗さ標準片一部拡大図
サーフテスト用アクセサリ 校正用粗さ標準片 | ミツトヨ | MISUMI-VONA【ミスミ】
- 表面アラサ標準片 | 日本金属電鋳 | MISUMI-VONA【ミスミ】
- 2019 年 11 月 18 日 2
- Sony extra bass 密閉 型 ヘッドホン mdr xb700 g
- ロクセット how do you do it easy
- 表面粗さ標準片 校正証明書
- 表面性状測定用 標準片|精密測定機器|株式会社小坂研究所
- ハナミズキ 花 が 咲か ない
- 道民限定「泊まろうさっぽろ」キャンペーン!お得に宿泊&プレゼントも
- Au キッズ 携帯 マモリーノ 3
- くじらシステム開発 - ソフトウェア開発|人事考課システム IT|福岡
- サーフテスト用アクセサリ 校正用粗さ標準片 | ミツトヨ | MISUMI-VONA【ミスミ】
表面粗さ標準片 フライス
Elcometer 表面粗さ基準片シリーズ - オレンジブック.Com
製品特長・仕様 製品の基本仕様・特長 アラサ標準片とは? 工作物の表面粗さを測定する場合、機械式の粗さ測定機を用いて数値を求める方法と、 予め加工方法毎に基準を満たして製作されている表面粗さ標準片と現品を視覚、触覚にて比較して判断する方法と 大きく分けて二通りの方法があります。 日本金属電鋳の『アラサ標準片』は後者の比較用粗さ標準片です。 視覚による比較と触覚による比較がありますが、触覚による比較の場合の方が精度が高いようです。 その場合は爪の先でこする方法が感度がよく、生産現場で簡易的に広く用いられております。 Ra フライス Ra 正面フライス Ra 形削用 Ra 円筒研削用 Ra 丸削用 選定サポート情報 標準片の種類 加工法 ▽▽▽▽ ▽▽▽ ▽▽ ▽ 0. 2a 0. 4a 0. 8a 1. 6a 3. 2a 6. 3a 12. 5a N4 N5 N6 N7 N8 N9 N10 平面 研削用 ○ ○ ○ ○ - - - 形削用 - - - ○ ○ ○ ○ フライス用 - ○ ○ ○ ○ - - 正面フライス用 - ○ ○ ○ ○ - - 加工法 ▽▽▽▽ ▽▽▽▽ ▽▽▽ ▽▽ 0. 1a 0. 3a N3 N4 N5 N6 N7 N8 N9 円筒 研削用 ○ ○ ○ - - - - 丸削用 - - - ○ ○ ○ ○ 日本工業規格 比較用表面粗さ標準片 JIS B 0659-1:2002 附属書1(参考) 最大高さの区分値による比較用標準片の範囲 - ▽▽▽▽ ▽▽▽ ▽▽ ▽ 粗さ区分値 μmRmax 0. 1S 0. 2S 0. 4S 0. 8S 1. 6S 3. 2S 6. 3S 12. 5S 25S 50S 100S 200S μmRz 0. 1 0. 2 0. 4 0. 8 1. 6 3. 2 6. 3 12. 5 25 50 100 200 表面粗さの範囲 最小値 0. 08 0. 17 0. 33 0. 66 1. 3 2. 7 5. 2 10 21 42 83 166 最大値 0. 11 0. 22 0. 45 0. 90 1. 8 3. 6 7. 1 14 28 56 112 224 Ra粗さの区分値による比較用標準片の範囲 粗さ区分値 μmRa 0. 025a 0. 05a 0. 5a 25a 50a 表面粗さの範囲 最小値 0. 02 0.
2μm/120mm 0. 05~5mm/s 320mm 高い真直度測定精度をもつテーブル移動型の測定機で、小型で精密な部品が、簡単・高精度に測定できます。 デジタルスケールによりデジタルサンプリング 検出器固定の移動テーブル型 付属品一覧 検出器/Cシリーズ 検出器/Aシリーズ 検出器/Dシリーズ 交換用粗さ触針 非接触検出器(PU-OS400) 円周粗さ測定ユニット(SRA-21) 円周粗さ測定装置(ZRM-200) 万能載物台(RAF-11) Y軸電動テーブル(RAF-22D) 十字動テーブル(RAF-31) 載物台(RAG) 回転電動テーブル(RAP-12D) 傾斜調整台(STシリーズ)
Thu, 23 Dec 2021 06:28:24 +0000